 Tweet
Tweet
Hi Everyone,
Last summer I built a large trailer mounted smoker that was quite a project for me. I thought I would post the build here so that you can see my adventure too. It is pretty long, so I thought I would post it in sections every few days so if you have any questions about the build I can answer them.
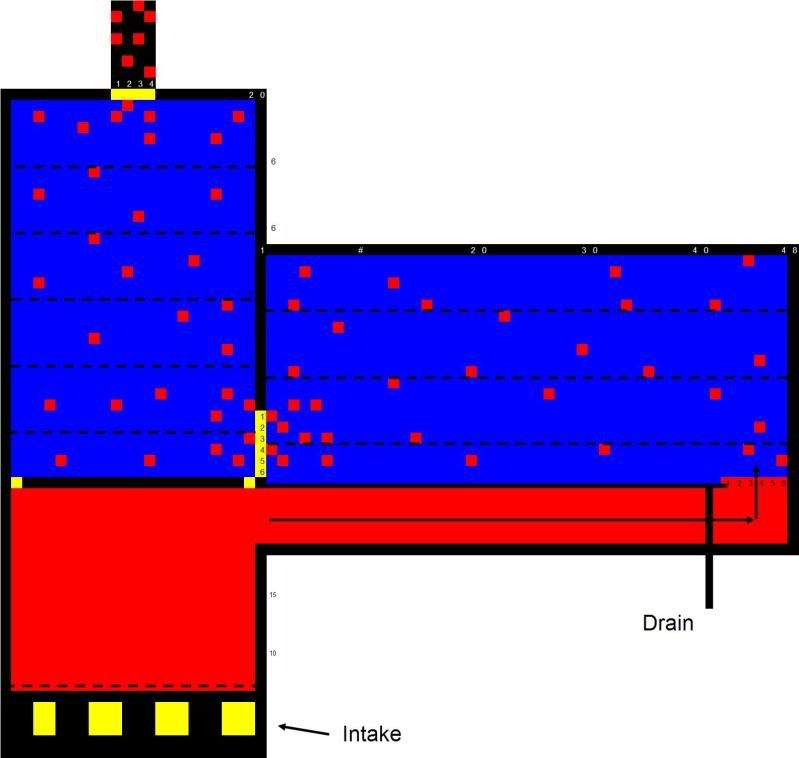
What I wanted was a trailer mounted reverse flow smoker with a side rib rack that was double walled and insulated. The plan was for the horizontal chamber to be 4' in length, and ~26 inches square. I am actually going to cut one corner off, so the side that the doors are on is not sitting vertical, but slanted a bit...sort of like a side view of the old time Ice Machines that sat outside of gas stations and grocery stores...). In my graphic, the red is the fire, and it will traverse the horizontal unit and enter the blue smoking chamber. It will then flow across the meat, and then enter the side rib rack at the bottom (represented by the yellow). It will exit the top through a 4" square chimney.
I had some basic ideas in my head of what I wanted it to look like, but I �Engineered� most of it as I went along and made changes as I needed to. My original idea looked something like this.
I had built some smaller cabinets that were double walled and insulated, so I had a good Idea what I was getting into�


I first problem that I ran into was getting the metal onto the saw horses. I am using 10 Gauge CR steel (.134" thick) and some of the sheets I have are 4' X 10' and weigh 225 lbs. I Had Mrs. Engineer who weighs in at a whopping 130 lbs drippin' wet help me! It was touch and go when we about tipped the sawhorses over, but we got through it. Once I had the sheet on the sawhorse, I decided that a 48" horizontal chamber just isn't going to do it for me, so I decided to go with a 60" horizontal chamber.
I'll start with the tools I am using...Here is my new plasma cutter...It is really nice!

Here is my welder...I used FCAW (flux core) as I weld outside my shop.

Here is a sheet of steel on the sawhorses ready for layout. I actually got the steel for scrap price...don't look like scrap to me!!

Here I am working with my new torch...

Mrs. Engineer was helping me with some photos.

Plasma cutters are really sweet for slicing this stuff up. I am a rookie with my new unit, but I will be a pro in no time.

Plasma Cutter 101 - The Plasma cutter is strictly for cutting metal. Without getting to much into what Mrs. Engineer calls �Nerd Speak�, Plasma is the fourth state of matter (from science class), and occurs when you boost a gas to extremely high temperatures. Plasma cutters utilize this principle by sending a pressurized gas (in this case, regular old compressed air) through a small channel across a negatively charged electrode. When you touch the torch to your workpiece and pull the trigger, a circuit is completed which generates a powerful spark. This heats the air moving through the nozzle until it reaches approximately 30,000� farenheit, moving at 20,000 feet per second. This will make precision cuts in metal, that have the cut quality of using a bandsaw. This is preferred over Oxy Acetylene torches as it is much safer, and the quality of cut cannot be beat. Using the plasma cutter, the surrounding metal gets hot, but the cut happens so quickly that it doesn�t get anywhere near as hot as a regular acetelyne torch. The Oxy Acetylene torch will melt the metal and then blow it away, where the Plasma cutter really just slices through it. I can�t explain it any better than that.
Mig Welder info - My welder is a mig welder, and has a spool of wire inside the unit. When I press the trigger on the gun, this wire acts as the electrode and is fed at a constant rate to the workpiece, melting the workpiece (and wire). The wire is then deposited as well and acts as a filler to fill gaps and voids. I am using flux core wire, which is self shielding because it has a center that, when burned creates a shielding for the welding process. If I didn�t use this, I would have to have some sort of backing gas. Since I weld outside and there is frequently wind here in Kansas, creating the shield at the actual weld is probably better than if I were to use gas to do the same thing.
I got some pieces welded together and am starting to form the horizontal chamber. I started by building a jig out of 2X4�s to form a right angle that I could use to set the pieces on. I have fought and fought with magnets in the past, and I am just not going there. I have also decided that I quickly need to get the bottom side of this thing finished, because it is going to get too heavy to easily move around for me.
Here is the jig I built, and the bottom of the horizontal chamber in place.

Next, I put the back of the horizontal chamber so it sat on the bottom at a right angle. I put some angle iron in the corner and tacked it all together. Then I came back and filled in the rest of the weld so the entire thing was welded. I welded this in sections, as if you just throw heat at it nonstop, the workpiece can warp and twist�therefore I choose to do it in pieces.

Then I cut the front of the inside chamber. Here is a picture of the dross or slag that the plasma cutter leaves on the bottom of a cut. It is nothing compared to an Oxy Acetelyne torch, and pops off if you whack it.

If you touch it with a grinder it leaves a good edge to weld to.

I welded the front inside shell for the horizontal chamber in place.

Here is the inside shell of the horizontal chamber�front, back, and bottom.

I got the side of the horizontal chamber cut out, and it will show what I mean by looking like an old time Ice Chest that sat outside of a gas station or a grocery store.

I don't know if I have shown a decent photo of what a clean cut that a plasma cutter will make. I have never used one before I got mine, so I am in no way a professional with it...it just makes me look like one. Here is a top view of the cut. You can see that it really does slice through, and doesn't heat the metal up hardly at all...the heat affected zone barely extends past the cut! The angle iron is used as a guide so I can keep a straight cut.

Here is the same cut except looking at the cut edge...it is really clean. Man, good tools make all the difference!

Messing around with the baffle plate has consumed a lot of time, but I think I am done. I have seen some plates where they use a piece of angle iron in the center and then slope sheets to the center channel. I decided to just slope them to the center in the first place. I will add a drain once I get it welded in place.

I have mounted it 6 inches from the bottom shell, and 6 inches from the side wall. There will be a flat that extends into the firebox. Here is how it will look. I will clean up all the welds before welding it in, because once it is in, I can't get tools in to shine it up. I also have the side of the horizontal chamber welded in place.

I also have started to weld on the frame that will separate the inner and outer wall. It is 1" square tubing, 11 Gauge and .120" wall thickness (far right of pic).

For Insulation, I am going to use a product called "Superwool 607". It is a ceramic fiber blanket that is used in kilns and ovens. It is rated at over 2000� and is way over-kill for what I am doing, but it is easy to work with, has great insulatory properties, and is conveniently packaged. You can check it out here:
http://www.thermalceramics.com/pdfs-...s/1114-105.pdf
Last summer I built a large trailer mounted smoker that was quite a project for me. I thought I would post the build here so that you can see my adventure too. It is pretty long, so I thought I would post it in sections every few days so if you have any questions about the build I can answer them.
What I wanted was a trailer mounted reverse flow smoker with a side rib rack that was double walled and insulated. The plan was for the horizontal chamber to be 4' in length, and ~26 inches square. I am actually going to cut one corner off, so the side that the doors are on is not sitting vertical, but slanted a bit...sort of like a side view of the old time Ice Machines that sat outside of gas stations and grocery stores...). In my graphic, the red is the fire, and it will traverse the horizontal unit and enter the blue smoking chamber. It will then flow across the meat, and then enter the side rib rack at the bottom (represented by the yellow). It will exit the top through a 4" square chimney.
I had some basic ideas in my head of what I wanted it to look like, but I �Engineered� most of it as I went along and made changes as I needed to. My original idea looked something like this.
I had built some smaller cabinets that were double walled and insulated, so I had a good Idea what I was getting into�
I first problem that I ran into was getting the metal onto the saw horses. I am using 10 Gauge CR steel (.134" thick) and some of the sheets I have are 4' X 10' and weigh 225 lbs. I Had Mrs. Engineer who weighs in at a whopping 130 lbs drippin' wet help me! It was touch and go when we about tipped the sawhorses over, but we got through it. Once I had the sheet on the sawhorse, I decided that a 48" horizontal chamber just isn't going to do it for me, so I decided to go with a 60" horizontal chamber.
I'll start with the tools I am using...Here is my new plasma cutter...It is really nice!
Here is my welder...I used FCAW (flux core) as I weld outside my shop.
Here is a sheet of steel on the sawhorses ready for layout. I actually got the steel for scrap price...don't look like scrap to me!!
Here I am working with my new torch...
Mrs. Engineer was helping me with some photos.
Plasma cutters are really sweet for slicing this stuff up. I am a rookie with my new unit, but I will be a pro in no time.
Plasma Cutter 101 - The Plasma cutter is strictly for cutting metal. Without getting to much into what Mrs. Engineer calls �Nerd Speak�, Plasma is the fourth state of matter (from science class), and occurs when you boost a gas to extremely high temperatures. Plasma cutters utilize this principle by sending a pressurized gas (in this case, regular old compressed air) through a small channel across a negatively charged electrode. When you touch the torch to your workpiece and pull the trigger, a circuit is completed which generates a powerful spark. This heats the air moving through the nozzle until it reaches approximately 30,000� farenheit, moving at 20,000 feet per second. This will make precision cuts in metal, that have the cut quality of using a bandsaw. This is preferred over Oxy Acetylene torches as it is much safer, and the quality of cut cannot be beat. Using the plasma cutter, the surrounding metal gets hot, but the cut happens so quickly that it doesn�t get anywhere near as hot as a regular acetelyne torch. The Oxy Acetylene torch will melt the metal and then blow it away, where the Plasma cutter really just slices through it. I can�t explain it any better than that.
Mig Welder info - My welder is a mig welder, and has a spool of wire inside the unit. When I press the trigger on the gun, this wire acts as the electrode and is fed at a constant rate to the workpiece, melting the workpiece (and wire). The wire is then deposited as well and acts as a filler to fill gaps and voids. I am using flux core wire, which is self shielding because it has a center that, when burned creates a shielding for the welding process. If I didn�t use this, I would have to have some sort of backing gas. Since I weld outside and there is frequently wind here in Kansas, creating the shield at the actual weld is probably better than if I were to use gas to do the same thing.
I got some pieces welded together and am starting to form the horizontal chamber. I started by building a jig out of 2X4�s to form a right angle that I could use to set the pieces on. I have fought and fought with magnets in the past, and I am just not going there. I have also decided that I quickly need to get the bottom side of this thing finished, because it is going to get too heavy to easily move around for me.
Here is the jig I built, and the bottom of the horizontal chamber in place.
Next, I put the back of the horizontal chamber so it sat on the bottom at a right angle. I put some angle iron in the corner and tacked it all together. Then I came back and filled in the rest of the weld so the entire thing was welded. I welded this in sections, as if you just throw heat at it nonstop, the workpiece can warp and twist�therefore I choose to do it in pieces.
Then I cut the front of the inside chamber. Here is a picture of the dross or slag that the plasma cutter leaves on the bottom of a cut. It is nothing compared to an Oxy Acetelyne torch, and pops off if you whack it.
If you touch it with a grinder it leaves a good edge to weld to.
I welded the front inside shell for the horizontal chamber in place.
Here is the inside shell of the horizontal chamber�front, back, and bottom.
I got the side of the horizontal chamber cut out, and it will show what I mean by looking like an old time Ice Chest that sat outside of a gas station or a grocery store.
I don't know if I have shown a decent photo of what a clean cut that a plasma cutter will make. I have never used one before I got mine, so I am in no way a professional with it...it just makes me look like one. Here is a top view of the cut. You can see that it really does slice through, and doesn't heat the metal up hardly at all...the heat affected zone barely extends past the cut! The angle iron is used as a guide so I can keep a straight cut.
Here is the same cut except looking at the cut edge...it is really clean. Man, good tools make all the difference!
Messing around with the baffle plate has consumed a lot of time, but I think I am done. I have seen some plates where they use a piece of angle iron in the center and then slope sheets to the center channel. I decided to just slope them to the center in the first place. I will add a drain once I get it welded in place.
I have mounted it 6 inches from the bottom shell, and 6 inches from the side wall. There will be a flat that extends into the firebox. Here is how it will look. I will clean up all the welds before welding it in, because once it is in, I can't get tools in to shine it up. I also have the side of the horizontal chamber welded in place.
I also have started to weld on the frame that will separate the inner and outer wall. It is 1" square tubing, 11 Gauge and .120" wall thickness (far right of pic).
For Insulation, I am going to use a product called "Superwool 607". It is a ceramic fiber blanket that is used in kilns and ovens. It is rated at over 2000� and is way over-kill for what I am doing, but it is easy to work with, has great insulatory properties, and is conveniently packaged. You can check it out here:
http://www.thermalceramics.com/pdfs-...s/1114-105.pdf
 , then I gotta turn in my hood..
, then I gotta turn in my hood.. 
 Waiting for the rest!
Waiting for the rest!

























Comment